工业厂房作为工业生产的核心载体,其结构安全性、稳定性直接决定生产活动的连续性和安全性。钢结构凭借自重轻、强度高、施工周期短、空间利用率高的优势,成为工业厂房的主流结构形式。然而,钢结构施工涉及材料采购、加工制作、安装施工、防腐防火等多个环节,任一环节出现质量问题都可能引发结构隐患。因此,建立全流程、精细化的质量控制体系,对保障工业厂房钢结构工程质量至关重要。本文将从质量控制的重要性出发,梳理各关键环节的控制要点,为实践工作提供指导。
一、工业厂房钢结构质量控制的核心意义
工业厂房的使用场景具有特殊性,常面临重型设备荷载、振动冲击、高温高湿、腐蚀性气体等复杂工况,这对钢结构的承载能力、耐久性提出了更高要求。质量控制的核心意义体现在三个层面:
安全保障:钢结构作为厂房的承重骨架,其质量直接关系到厂房内人员、设备的安全。若存在焊缝缺陷、构件变形、连接松动等问题,可能导致结构失稳、坍塌等重大安全事故。
使用性能:优质的钢结构能确保厂房满足设计的空间跨度、荷载承载、抗震等级等要求,适应生产设备安装、物料运输等使用需求,避免因结构变形、沉降等问题影响生产流程。
经济性:有效的质量控制可减少施工阶段的返工成本,降低后期维护、加固费用。同时,高质量的钢结构耐久性更强,能延长厂房使用寿命,提升资产运营效益。
二、前期准备阶段的质量控制
前期准备是质量控制的基础,直接影响后续施工的科学性和规范性,核心包括设计文件审核、施工方案编制、材料选型与检验三个关键环节。
(一)设计文件审核
设计文件是施工的依据,审核需重点关注“符合性”和“可行性”:
核对设计文件是否符合现行国家标准(如《钢结构设计标准》GB 50017、《工业建筑抗震设计规范》GB 50011等),是否结合厂房的使用场景(如荷载类型、环境腐蚀等级)进行针对性设计。
审查结构节点设计的合理性,如梁柱连接、主次梁连接、屋架与柱连接等节点的焊缝形式、螺栓规格是否满足受力要求,节点构造是否便于施工操作。
核对设计图纸的完整性和一致性,避免出现构件尺寸冲突、标高错误、材料型号标注不清等问题,必要时组织设计、施工、监理三方进行图纸会审,及时解决设计隐患。
(二)施工方案编制
施工方案需具备“针对性”和“可操作性”,明确质量控制的责任主体和技术措施:
结合工程规模、结构形式(如门式刚架、排架结构)、施工环境(如场地平整度、气候条件)制定施工流程,明确构件加工、运输、吊装、连接、防腐防火等各阶段的施工顺序和时间节点。
针对关键工序制定专项技术方案,如大跨度屋架吊装方案需明确吊装机械选型、吊点设置、吊装顺序、临时固定措施,避免吊装过程中构件变形;高强度螺栓连接方案需明确扭矩值控制、终拧检测方法等。
制定质量检验计划,明确各工序的检验项目、检验标准、检验方法和频次,如原材料进场检验、构件出厂检验、现场安装精度检验等,确保质量问题早发现、早处理。
(三)材料选型与进场检验
材料是钢结构质量的核心保障,需严格把控“选型”和“检验”两道关:
材料选型:根据设计要求选择钢材型号,如承重构件常用Q355B、Q235B钢材,需确保钢材的屈服强度、抗拉强度、伸长率等力学性能满足设计标准;连接材料(如高强度螺栓、焊条、焊丝)需与钢材型号匹配,防腐涂料、防火涂料需符合环境腐蚀等级和防火设计要求。
进场检验:所有进场材料必须提供出厂合格证、质保书、检验报告,监理单位需进行见证取样复检。钢材需检验力学性能和化学成分,高强度螺栓需检验扭矩系数或预拉力,焊条需检验熔敷金属力学性能,涂料需检验附着力、耐腐蚀性等指标,不合格材料严禁进场使用。
三、构件加工制作阶段的质量控制
构件加工制作是钢结构质量的关键环节,精度控制直接影响现场安装质量,需重点把控下料、成型、焊接、涂装四大工序。
(一)下料切割
下料精度是保证构件尺寸的基础,需控制“尺寸偏差”和“切口质量”:
采用数控火焰切割、等离子切割、激光切割等高精度切割设备,根据构件尺寸绘制下料图,明确下料尺寸、坡口形式、预留收缩量(焊接构件需预留2-5mm收缩量)。
切割前需对钢材表面进行清理,去除铁锈、油污等杂质;切割后检查切口平整度,毛刺、飞溅物需彻底清除,切口垂直度偏差不得超过构件厚度的1%,且不大于2mm。
对下料后的构件进行尺寸复核,如型钢长度、钢板宽度、孔径等,偏差需符合《钢结构工程施工质量验收标准》GB 50205的要求,不合格构件不得进入下道工序。
(二)成型加工
成型加工包括弯曲、卷圆、组立等工序,需确保构件形状符合设计要求,避免产生永久变形:
弯曲加工前需根据构件曲率半径选择合适的模具,对钢材进行预热(当钢材厚度大于20mm或环境温度低于-10℃时),避免弯曲过程中出现裂纹;弯曲后检查构件曲率半径、角度偏差,确保符合设计图纸。
组立工序需采用专用工装夹具固定构件,确保各部件的相对位置准确,如梁柱节点的腹板与翼缘板垂直度、连接板的螺栓孔位置偏差等;组立后需进行尺寸复核,偏差超标的需及时调整。
(三)焊接质量控制
焊接是钢结构连接的核心工艺,焊缝缺陷(如裂纹、气孔、夹渣、未焊透)是引发结构失效的主要隐患,需从“人员、工艺、检验”三方面管控:
人员资质:焊接操作人员必须持有相应焊接方法的资格证书,如手工电弧焊、埋弧焊、气体保护焊等,严禁无证上岗;焊接前需进行试焊,试焊样品经检验合格后方可正式焊接。
焊接工艺:根据钢材型号、焊缝类型(如对接焊缝、角焊缝)制定焊接工艺评定报告(WPS),明确焊接电流、电压、焊接速度、预热温度、层间温度、后热处理等参数;焊接过程中需严格遵循工艺要求,避免因参数不当导致焊缝缺陷。
焊缝检验:焊接完成后先进行外观检验,检查焊缝表面是否存在裂纹、气孔、夹渣等缺陷,焊缝余高、焊脚尺寸需符合设计要求;对重要受力焊缝(如梁柱节点对接焊缝)需进行无损检测,采用超声波探伤(UT)或射线探伤(RT),探伤比例需符合设计和规范要求,不合格焊缝需制定返修方案并重新检验。
(四)涂装施工控制
涂装包括防腐涂装和防火涂装,是提升钢结构耐久性和防火性能的关键,需控制“表面处理、涂层厚度、施工环境”:
表面处理:涂装前需对构件表面进行除锈处理,采用喷砂除锈或抛丸除锈,除锈等级需达到Sa2.5级(彻底除锈),表面粗糙度控制在40-80μm;除锈后4小时内必须进行底漆涂装,避免表面返锈。
涂层施工:按照“底漆-中间漆-面漆”的顺序施工,每道涂层干燥后需进行厚度检测,总厚度需符合设计要求(防腐涂层通常不小于150μm,防火涂层根据防火极限确定厚度);涂层表面需平整、均匀,无流挂、漏涂、起皮等缺陷。
施工环境:涂装施工需在环境温度5-35℃、相对湿度不大于85%的条件下进行,雨天、雾天或构件表面潮湿时严禁施工;施工完成后需做好涂层保护,避免碰撞、划伤。
四、现场安装阶段的质量控制
现场安装是将加工构件转化为整体结构的关键环节,质量控制重点在于“定位精度”“连接质量”“结构稳定性”,需遵循“先验线、后安装,先主体、后附属”的原则。
(一)基础验收与放线复核
钢结构安装需以合格的基础为前提,基础验收和放线复核是避免安装偏差的关键:
基础验收:检查混凝土基础的轴线偏差、标高偏差、地脚螺栓位置偏差、螺纹长度等,偏差需符合设计和规范要求;地脚螺栓的垂直度偏差不得超过1/100,螺纹部分需清理干净并涂抹黄油保护。
放线复核:根据设计图纸在基础上放出柱轴线、标高控制线,采用全站仪、水准仪等高精度仪器进行复核,确保轴线偏差不大于3mm,标高偏差不大于5mm。
(二)构件吊装控制
吊装过程需避免构件变形、碰撞,确保安装位置准确:
吊装前需检查构件的型号、尺寸、涂装质量,确认无误后根据构件重量、形状选择合适的吊具(如钢丝绳、吊索具),吊点设置需符合设计要求,避免单点吊装导致构件变形。
吊装顺序需遵循“先柱后梁、先主后次”的原则,柱吊装就位后需立即采用临时支撑固定,支撑强度需足以抵抗风力、吊装冲击力,避免柱倾倒;梁吊装时需与柱节点精准对接,调整后及时进行临时固定。
吊装精度控制:柱安装的垂直度偏差需控制在H/1000(H为柱高度),且不大于10mm;梁安装的水平度偏差不大于L/1000(L为梁长度),且不大于10mm;整体框架安装完成后需复核轴线、标高,确保符合设计要求。
(三)连接节点质量控制
连接节点是钢结构受力传递的关键,需重点把控螺栓连接和焊缝连接质量:
高强度螺栓连接:螺栓安装前需检查螺纹是否完好,配合面需清理干净;采用扭矩扳手进行初拧和终拧,初拧扭矩为终拧扭矩的50%,终拧扭矩需符合设计要求,终拧后需在螺栓头部做标记;同一节点的螺栓需对称拧紧,避免受力不均;终拧后需进行扭矩检测,检测比例不小于10%,不合格的需重新拧紧。
现场焊接连接:现场焊接环境需符合要求,露天焊接需采取防风、防雨措施;焊接前需对连接部位进行清理,去除铁锈、油污等;焊接工艺需与工厂焊接一致,重要焊缝需进行预热和后热处理;焊接完成后需进行外观检验和无损检测,检测标准与工厂焊接一致。
五、验收与后期维护阶段的质量控制
验收是质量控制的最终环节,后期维护是延长钢结构使用寿命的关键,两者缺一不可。
(一)分项与竣工验收
分项工程验收:对原材料、构件加工、焊接工程、安装工程等分项工程逐一验收,核查检验记录、试验报告,确保各分项工程质量符合规范要求;对不合格项需下达整改通知,整改完成后重新验收。
竣工验收:整体工程完成后,需核查工程资料(如设计图纸、施工方案、检验报告、隐蔽工程记录等)的完整性和规范性;进行现场实体检测,包括结构垂直度、标高、焊缝无损检测、涂层厚度检测等;验收合格后签署竣工验收报告,方可投入使用。
(二)后期维护质量控制
后期维护需针对工业厂房的使用环境,定期开展检查和维护:
定期检查:每年至少进行一次全面检查,重点检查焊缝是否存在裂纹、螺栓是否松动、涂层是否脱落、构件是否存在变形等;对处于腐蚀性环境的厂房,需增加检查频次。
维护措施:发现涂层脱落时,需清理表面后重新涂装;螺栓松动时需及时拧紧,损坏的螺栓需更换;焊缝出现裂纹时,需分析原因并制定加固方案,重新焊接后进行无损检测;构件变形时需评估变形程度,必要时进行矫正或加固。
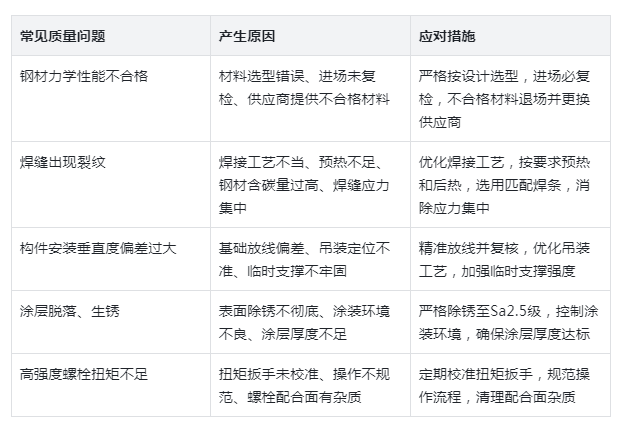
六、常见质量问题与应对措施
七、结语
工业厂房钢结构的质量控制是一项系统工程,需贯穿“设计-加工-安装-验收-维护”全生命周期。施工单位需建立健全质量管理制度,明确各环节责任主体,严格执行规范标准;监理单位需履行监督职责,加强关键工序的旁站监理;建设单位需统筹协调各方资源,重视质量管控投入。只有通过全流程精细化管控,才能确保钢结构工业厂房的安全可靠、经久耐用,为工业生产提供坚实的结构保障。







